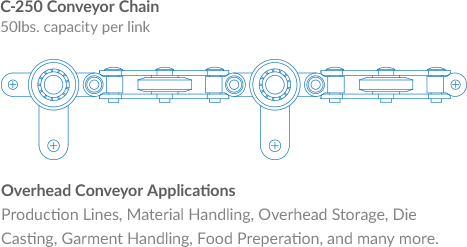
 C-250™ Conveyor Chain
C-250™ Conveyor Chain
3 Overhead Conveyor Maintenance Tips
Whether it’s a Rolls Royce or your lawnmower, every piece of machinery lasts longer with proper maintenance. But while you take your car to a mechanic and you know enough to keep your mower well-oiled, overhead conveyor systems maintenance isn’t always as easy to understand or carry out. Pay Attention to These Issues When…
Read More